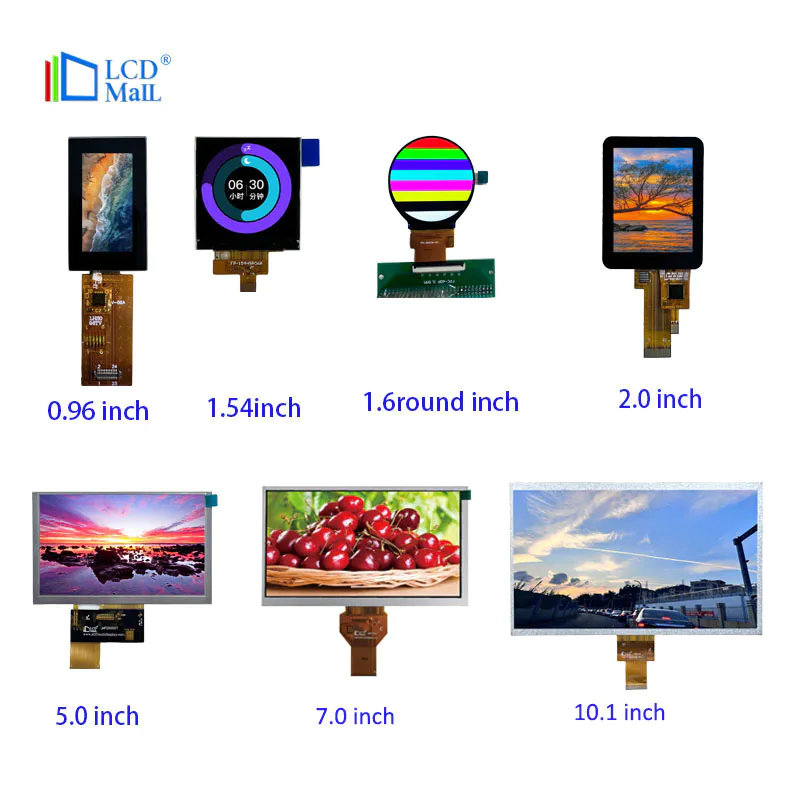
LCD Mall Launches Custom Display Solutions for Industrial, Medical, and Retail Applications, Supporting Small-Batch Production (1K–3K Units) with Dedicated FAE Support
April 8, 2026 – LCD Mall, a specialized provider of embedded display solutions, announced its full suite of custom display products and services targeting the industrial control, medical healthcare, and smart retail sectors. The company focuses on small-batch production (1,000 to 3,000 units) , offering flexible and efficient display solutions for customers with small-to-mid volume requirements.